

Trước tiên chúng ta sẽ tìm hiểu : Mạ kẽm cho kết cấu nhà khung thép là gì?
Vật liệu kẽm có khả năng chống lại sự ăn mòn của môi trường và sự tấn công tại những nơi có pH rộng. Vì lý do này, thép mạ kẽm được sử dụng rộng rãi tại các địa điểm khắc nghiệt như vùng ven biển và các khu công nghiệp.
Tùy thuộc vào môi trường, độ dày của lớp phủ mạ kẽm sẽ được phủ dựa trên một tỷ lệ dự đoán được của ăn mòn từ 1/17 đến 1/80 tốc độ của thép tráng.
Dựa trên đặc điểm trên , người ta sử dụng kẽm bao phủ bề mặt kết cấu nhà khung thép để bảo vệ nhà khung thép khỏi ăn mòn của thời tiết bằng cách :
Mạ kẽm nhúng nóng là một quá trình duy nhất bảo vệ thép khỏi bị ăn mòn bằng cách ngâm nó trong một bể kẽm nóng chảy có nhiệt độ lên tới 450°C. Trong quá trình mạ kẽm, kim loại được nấu thành hợp kim với chất nền. …
Giờ chúng ta sẽ tìm hiểu kỹ hơn mạ trong lĩnh vực kết cấu thép của nhà khung thép:

Trong lĩnh vực kết cấu thép, ta thường gặp các sản phẩm mạ kẽm để chống lại ăn mòn hóa học dưới tác dụng của môi trường, có 3 phương pháp mạ kẽm: phun sơn mạ kẽm, mạ điện phân và mạ kẽm nhúng nóng.
Mạ điện phân:
Mạ điện phân là quá trình dùng phương pháp điện phân để phủ một lớp kim loại mỏng lên vật cần mạ, mục đích để chống sự ăn mòn, tăng độ cứng bề mặt…
Các phương pháp kiểm tra chất lượng lớp mạ
• Kiểm tra hình dáng bên ngoài
• Đo chiều dày lớp mạ
• Đo độ xốp lớp mạ
• Đo độ kín lớp nhôm oxit
• Đo độ bền ăn mòn của mạ kim loại
• Đo độ gắn bám của lớp mạ
• Đo độ cứng lớp mạ
Xử lí bề mặt trước khi mạ điện phân
Gia công cơ học
Gia công cơ học là quá trình giúp cho bề mặt vật mạ có độ đồng đều và độ nhẵn cao, giúp cho lớp mạ bám chắc và đẹp. Có thể thực hiện gia công cơ học bằng nhiều cách: mài, đánh bóng , quay xóc đối với các vật nhỏ, chải, phun tia cát, phun bi hoặc tia nước dưới áp suất cao. Quá trình gia công cơ học làm lớp kim loại bề mặt sản phẩm bị biến dạng, làm giảm độ gắn bám của lớp mạ sau này. Vì vậy trước khi mạ cần phải hoạt hóa bề mặt trong axit loãng rồi đem mạ ngay.
Tẩy dầu mỡ
Bề mặt kim loại sau nhiều công đoạn sản xuất cơ khí, thường dính dầu mỡ, dù rất mỏng cũng đủ để làm cho bề mặt trở nên kị nước, không tiếp xúc được với dung dịch tẩy, dung dịch mạ…
Tẩy gỉ
Bề mặt kim loại nền thường phủ một lớp oxit dày, gọi là gỉ. Tẩy gỉ hóa học cho kim loại đen thường dùng axit loãng H2SO4 hay HCl hoặc hỗn hợp của chúng. Khi tẩy thường diễn ra đồng thời 2 quá trình: hòa tan oxit và kim loại nền
Tẩy bóng điện hóa và hóa học
Tẩy bóng điện hóa cho độ bóng cao hơn gia công cơ học. Lớp mạ trên nó gắn bám tốt, tinh thể nhỏ, ít lỗ thủng và tạo ra tính chất quang học đặc biệt. Khi tẩy bóng điện hóa thường mắc vật tẩy với anot đặt trong một dung dịch đặc biệt. Do tốc độ hòa tan của phần lồi lớn hơn của phần lõm nên bề mặt được san bằng và trở nên nhẵn bóng. Cơ chế tẩy bóng hóa học cũng giống tẩy bóng điện hóa. Khi tẩy bóng hóa học cũng xuất hiện lớp màng mỏng cản trở hoặc kìm hãm tác dụng xâm thực của dung dịch với kim loại tại chỗ lõm.
Tẩy nhẹ
Tẩy nhẹ hay còn gọi là hoạt hóa bề mặt, nhằm lấy đi lớp oxit rất mỏng, không nhìn thấy được, được hình thành trong quá trình gia công ngay trước khi mạ. khi tẩy nhẹ xong, cấu trúc tinh thể của nền bị lộ ra, độ gắn bám sẽ tăng lên.
Nguyên lý bảo vệ của phương pháp mạ kẽm nhúng nóng của nhà khung thép :
Khi tiếp xúc với không khí, kẽm phản ứng với oxy, nước và carbon dioxide để tạo thành một lớp kẽm cacbonat (ZnCO3) tương đối bền vững. Lớp kẽm cacbonat này sẽ bảo vệ thép bằng hai cách: thứ nhất, nó tạo ra một lớp bền mặt cơ học giữa thép và không khí, giảm thiểu tiếp xúc với oxy. Thứ hai, kẽm đóng vai trò như một cực anode. Kẽm oxy hóa nhanh hơn sắt, nên sẽ nhường các electron trong quá trình này. Thép nhận các điện tử này, chúng giảm khả năng phản ứng hóa học của sắt và làm chậm sự ăn mòn quá trình.
Bề mặt kẽm sẽ làm chậm quá trình oxy hóa của sắt, có thể bảo vệ thép trong một thời gian dài. Tuy nhiên, khi tiếp xúc với các chất ăn mòn và hóa chất trong môi trường, lượng kẽm sẽ giảm dần và làm giảm hiệu quả bảo vệ lớp thép bên trong. Mưa axit và nước muối sẽ tăng cả tốc độ ăn mòn, làm cho bề mặt kẽm bị phá vỡ nhanh chóng.
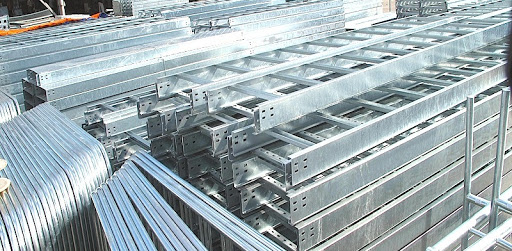
Thép mạ kẽm nhúng nóng được sử dụng trong một loạt các ứng dụng. Nó được sử dụng cho kết cấu dầm thép, tôn lợp, đai ốc, bu lông, ống dẫn thép, thang máng cáp điện, lưới sắt, lan can và một số những ứng dụng khác. Thép mạ kẽm nhúng nóng có tuổi thọ tương đối dài, trên 50 năm trong điều kiện lắp đặt bình thường. Nếu ứng dụng thép được sử dụng ở những môi trường tiếp xúc với nước biển, các tác nhân mài mòn cơ học, axit, hoặc điều kiện khắc nghiệt khác, thì thép không gỉ sẽ là một sự lựa chọn tốt hơn trong dài hạn.
Mạ kẽm nhúng nóng kết cấu thép:

Mạ kẽm nhúng nóng (Hot dip galvanized steel – HDG) là quá trình thép được nhúng trong kẽm nóng chảy để tạo ra một lớp phủ chống rỉ sét. Thép mạ kẽm nhúng nóng có cấu hình tinh thể đặc trưng trên bề mặt của thép.
Thép mạ kẽm nhúng nóng có chiều dày lớp mạ lớn hơn nhiều so với phương pháp mạ điện phân và tất nhiên có độ bền cao hơn. Mạ kẽm nhúng nóng thường được sử dụng trong các ứng dụng thép ở ngoài trời, chịu tác động trực tiếp của thời tiết.
Thép mạ kẽm nhúng nóng của nhà khung thép được sản xuất qua các công đoạn:
Xử lí bề mặt:
Trước tiên, thép được rửa sạch các chất dầu mỡ bám dính trên bề mặt và rửa sạch bằng nước. Sau đó, thép được đưa vào các bề acid (HCl) để loại bỏ bụi bẩn và sự oxy hóa trên bề mặt của kim loại.
Sản phẩm trước khi nhúng kẽm cần sấy khô để khi nhúng sản phẩm vào bể nhúng kẽm không bị bắn tung tóe và hơn nữa, bước sấy khô còn nhằm mục đích gia nhiệt sơ bộ cho chi tiết trước khi chuyển sang nhúng kẽm.
Nhúng kẽm
Nhúng trong một nồi đun kẽm nóng chảy ở nhiệt độ khoảng 435 – 455° C.
Kẽm nóng phản ứng với thép, tạo thành một bề mặt hợp kim với các lớp riêng biệt. Lớp bên trong là khoảng 75% kẽm và 25% thép; lớp ngoài là 100% kẽm.
Làm mát
Sản phẩm mạ kẽm được làm mát bằng không khí lạnh hoặc bằng nước. Sản phẩm được kiểm tra và chuẩn bị xuất xưởng bàn giao cho khách hàng.
